ALL PRODUCT


フラックスコアードワイヤ
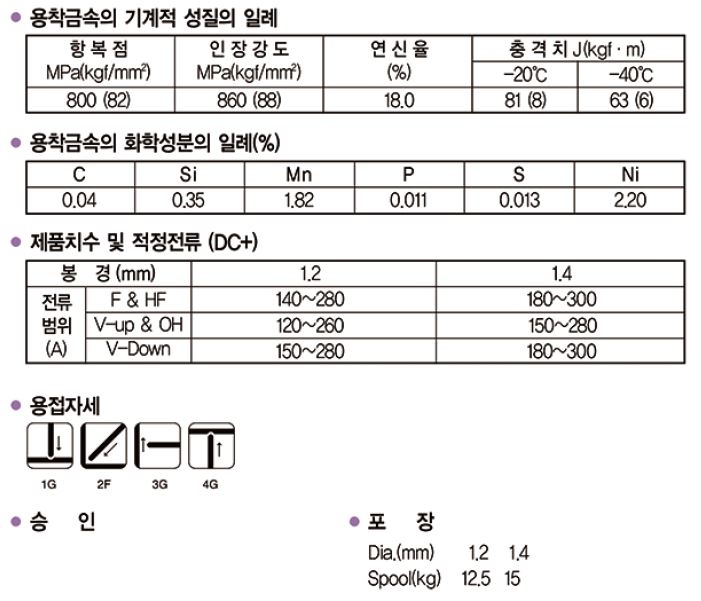
SC-91LP
- Caution .
-
Purpose
① Pipe Line
② Structural fabrication -
Attribute
① Designed for welding with Ar + 20~25% CO2 shielding gas
② Good bead appearance
③ Good performance in all positions (Orbital welding)
④ Good impact value at low temperature
SC-90M
Supercored 120
SC-110M Cored
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② High-voltage or high-speed for one-side welding might cause hot cracking on the root bead.
③ Use Ar + 20-25% CO₂ mixed gas. -
Purpose
① High tensile welded structure
② Shipbuilding
③ Heavy equipment -
Attribute
① Good performance and low spatter
② Smooth and stable arc with a fast freezing slag
③ Pre-heat recommended ④ Good anti-porosity
Supercored 110
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② High-voltage or high-speed for one-side welding might cause hot cracking on the root bead.
③ Use 100% CO₂ gas. -
Purpose
① Offshore structure
② High tensile welded structure -
Attribute
① Good impact value at low temperature
② Pre-heat recommended
SC-91K2 Cored
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② High-voltage or high-speed for one-side welding might cause hot cracking on the root bead.
③ Use 100% CO₂ gas. -
Purpose
① General fabrication
② Offshore structure
③ High tensile welded structure - Attribute Good impact value at low temperature
SC-91P
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② High-voltage or high-speed for one-side welding might cause hot cracking on the root bead.
③ Use Ar + 20-25% CO₂ mixed gas. -
Purpose
① Pipe Line
② Structural fabrication -
Attribute
① Designed for welding with Ar + 20~25% CO2 shielding gas
② Good bead appearance
③ Good performance in all positions (Orbital welding)
SC-90
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② Use 100% CO₂ gas." -
Purpose
① Structural fabrication and automotive
② General fabrication
③ High tensile steel (HSB 600) - Attribute ① High speed single welding in flat and horizontal positions
SC-91
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② Use 100% CO₂ gas." -
Purpose
① Structural fabrication
② Steel industry -
Attribute
① Smooth and stable arc with a fast freezing slag
② Pre-heat recommended to avoid cold crack
③ High-tensile steel (HSB 600)
Supercored 81
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② High-voltage or high-speed for one-side welding might cause hot cracking on the root bead.
③ Use Ar + 20-25% CO₂ mixed gas. -
Purpose
① Machinery
② Structural fabrication
③ Storage tank
④ Bridge construction -
Attribute
① Good arc performance and low spatter
② Easy to remove slag
③ Good impact value
SC-55F Cored
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② Use 100% CO₂ gas. -
Purpose
① Structural fabrication
② Storage tank
③ Bridge construction
④ Steel industry -
Attribute
① Minimum spatter level
② Easy to remove slag
③ Good anti-porosity
SC-55 Cored
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② High-voltage or high-speed for one-side welding might cause hot cracking on the root bead.
③ Use 100% CO₂ gas. -
Purpose
① Structural fabrication
② Storage tank
③ Bridge construction
④ Steel industry -
Attribute
①Designed for welding with 100% CO2 shielding gas
② Good crack resistance
③ Smooth and stable arc with a fast freezing slag
④ All position welding